
对于铝或钢的点焊来说,重复稳定焊接压力是保证焊接质量的基本条件。 即使在受到外界干扰时,也必须保证焊枪能输出正确的压力。 焊枪在任何姿态下即使是在受到干扰的时,也必须保证这一点。
马图塞克的焊枪配有一个用于提供焊枪焊接压力的电伺服驱动器 (集成有编码器和压力传感器), 和一个类似的电伺服驱动器,用于在电极轴线方向上对焊枪的重量进行最佳补偿(提供焊枪平衡)。
SPATZ+ 控制系统实时监测电机电流、编码器及焊枪压力信号, 并在几毫秒内进行评估并反馈给主电机以实现对干扰因素的补偿。
两电极与工件间的压力不对称可来自于:
低摩擦的电伺服焊枪与自适应控制系统相结合对压力进行补偿,可将压力偏差控制到几牛顿内。 具备了这些技术的焊枪可以实现要求苛刻的铝材或钢材的长期稳定可靠的焊接。
Matuschek伺服焊枪有C型、X型和K型设计,尺寸可伸缩。

Matuschek的ServoSPATZ+焊接系统通过专利的SPATZ+ CoboFeed进行扩展,为生产线结构提供了全新的可能性。 SPATZ+ CoboFeed可用于自动化批量生产,例如,喂食
将它们直接焊接在车身或部件中。这使具有巨大节约潜力的生产线得以实现。
SPATZ+ CoboFeed由以下部分组成:
为了在车身焊接螺母或螺栓,以前必须在一个单独的工艺步骤中把相应的部件送入固定的投影焊接机。 有了CoboFeed,这可以直接在车身中与其他工艺步骤(如点焊)并行完成!
汽车连接技术的一个挑战是不同材料的连接,特别是铝与钢的连接。
有了SPATZ+完整的铝材系统,包括控制器、CapClean、伺服枪和CoboFeed,所有的连接方式, 如铝-铝、点焊的钢-钢和铆焊的铝-钢,都可以在一个工艺序列中进行!
除了经典的点焊连接,铝还可以借助于通过CoboFeed送入的焊接铆钉,以安全的方式与钢连接。
为此,在钳子接近的过程中,CoboFeed(1)的夹持器将铆钉从库房(2)中取出, 并将其放置在用于焊接的电极(3)之间的部件上。
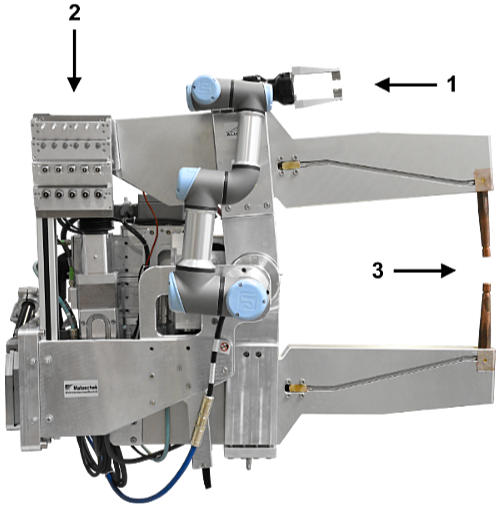
这可以在房间的任何位置进行。在部件的焊接过程结束后,枪仓会自动从加注站加注。
由于其简单的概念,SPATZ+ CoboFeed非常坚固,不需要压缩空气, 与大多数进料装置不同,因此是对无压缩空气的ServoSPATZ+整体概念的最佳补充。
SPATZ+ CoboFeed可以作为钢制和铝制焊枪的 "附加装置",根据不同的应用, 使用自适应MASTER控制装置的所有焊接工艺优势!
对于所有SPATZ+ 伺服驱动器的应用,无论是在汽车工业的焊枪,或其他特殊应用如凸焊机或焊接机头, 或硬质金属焊接;我们制造的伺服驱动器均能保证长期高精度和低摩擦运行。
最大压力3 kN - 20 kN,采用绝对值编码器和集成的压力传感器,可长期重复精确地提供压力。
伺服驱动器示例:

| 行程: | 110 mm (4.33") |
| 主轴螺距: | 10 mm (0.39") |
| 最大力Fmax: | 5 000 N |
| 最大速度vmax: | 333 mm/s (13.11"/s) |
| 重量: | 5.6 kg (12.35 lbs) |
| 抱闸: | 无 |
| 位置测量单元: | 编码器 |
| 内置力检测: | 无 |

| 行程: | 180 mm (7.09") |
| 主轴螺距: | 10 mm (0.39") |
| 最大力Fmax: | 10 000 N |
| 最大速度vmax: | 500 mm/s (19.69"/s) |
| 重量: | 15.7 kg (34.61 lbs) |
| 抱闸: | 有 |
| 位置测量单元: | 编码器 |
| 内置力检测: | 有 |
